by Belt Technologies | Jul 12, 2017 | Blog
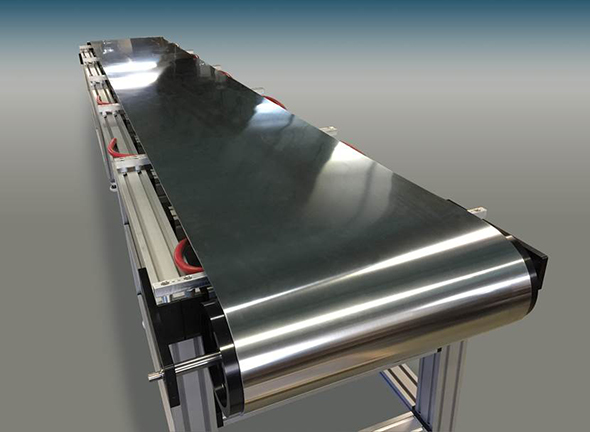
Many manufacturers choose stainless steel conveyor belts for the inherent benefits of the metal. These belts are ideally suited for challenging environments and operating conditions due to their resilience and versatility. The physical properties of stainless steel...
by Belt Technologies | Dec 30, 2016 | Case Studies
A global provider of plasma treatment services for OEMs in a variety of industries—including power generation, consumer goods, and medical device production—recently contacted Belt Technologies for a conveyor belt solution. Their team was seeking a conveyor belt with...

by Belt Technologies | Dec 15, 2016 | Case Studies
A producer of medical inhalers recently contacted Belt Technologies for help developing a solution for a manufacturing issue. The inhalers include in their design a small spring that releases a dose of the medication when actuated. The inhalers are produced in large...

by Belt Technologies | Nov 4, 2016 | Case Studies
Belt Technologies, Inc. was recently contacted by a producer of high-end optical glass filters. The customer was replacing an older automated system with an entirely new machine; it needed to upgrade its conveyor belts and timing pulleys to transport the glass lenses...

by Belt Technologies | Feb 8, 2016 | Case Studies
A producer of PVC plastic recently approached Belt Technologies with a problem. They had been beta testing belt materials for their conveyor system and had not yet found a solution that would work. They needed a conveyor belt that could transport hot PVC plastic...


